Сердце газотранспортной системы
 Описание
Описание Фотоальбом
Фотоальбом
11 апреля 2016

«Газпром» располагает крупнейшей в мире газотранспортной системой. Она представляет собой уникальный технологический комплекс, включающий в себя объекты транспортировки (о некоторых из них мы уже рассказывали в наших фоторепортажах: «72 часа», «„Сахалин — Хабаровск — Владивосток“ — испытано стихией», «Готовим „сани“ к зиме», «„Грязовец — Выборг“: газопровод повышенной проходимости», ) и хранения («Хранители газа»), а также обеспечивает непрерывный цикл поставки газа от скважины до конечного потребителя. Общая протяженность газотранспортной системы на территории России составляет 170,7 тыс. км. В транспортировке газа используются 250 компрессорных станций, на которых установлено 3825 газоперекачивающих агрегатов (ГПА).
Сегодня мы расскажем вам о том, как создаются ГПА — важнейшие элементы газотранспортной системы, благодаря которым становится возможным транспортирование природного газа по магистральным газопроводам.

В настоящий момент российская газовая отрасль полностью обеспечивает себя отечественными ГПА. Их делают в России несколько заводов — в Казани, Перми, Рыбинске, Санкт-Петербурге и Уфе. В северной столице газоперекачивающие агрегаты производит «РЭП Холдинг», входящий в структуру промышленных активов «Газпромбанка». «РЭП Холдинг» образуют крупнейшие промышленные предприятия «Невский завод» и «Завод ЭЛЕКТРОПУЛЬТ», а также собственный научно-проектный «Институт энергетического машиностроения и электротехники».

«РЭП Холдинг» выпускает широкую номенклатуру энергетического и турбокомпрессорного оборудования, в том числе газоперекачивающие агрегаты «Ладога» на базе стационарных газовых турбин мощностью 16, 22/25 и 32 МВт. Все процессы производства и испытаний газовых турбин локализованы на «Невском заводе», который мы посетили в первую очередь.

Завод был основан в 1857 году. Уже более 75 лет здесь разрабатывают и производят продукцию энергетического машиностроения — газовые и паровые турбины, центробежные и осевые компрессоры, нагнетатели. В 2007 году завод вошел в состав «РЭП Холдинга». При инвестиционной поддержке «Газпромбанка» была проведена глобальная реконструкция — построены новые производственные цеха, внедрены современные технологии, приобретены уникальные станки.

На «Невском заводе» работают высококвалифицированные специалисты. К слову сегодня в Санкт-Петербурге активно развивается промышленность, а технические специальности востребованы и престижны. «Училищем» наши остроумные собеседники на заводе просторечно называют не ПТУ, а МГТУ имени Баумана — ведущий технический вуз страны, а турбины именуют по цифрам мощности «тридцать вторая», «двадцать пятая».

Сейчас основной продукт «Невского завода» — ГПА-32 «Ладога» (выпускается по лицензии GE Oil & Gas) разработанный специально для российского рынка на основе базового семейства газовых турбин MS5002E. Это единственный газоперекачивающий агрегат мощностью 32 МВт, производимый в России. Его КПД составляет 36%, и что немаловажно — этот агрегат отличается образцовыми экологическими характеристиками — эмиссия вредных выбросов составляет не более 18 ppm (ppm означает «частей на миллион», от английского parts per million).
Мощность 32 МВт точно гармонирует с пропускной способностью магистральной трубы диаметром 1420 мм — самой большой по диаметру, используемой для магистральных газопроводов (в исключительных случаях мощность ГПА может быть и больше, например, на компрессорной станции «Портовая», перекачивающей газ по газопроводу «Северный поток», установлено несколько ГПА мощностью 52 МВт).

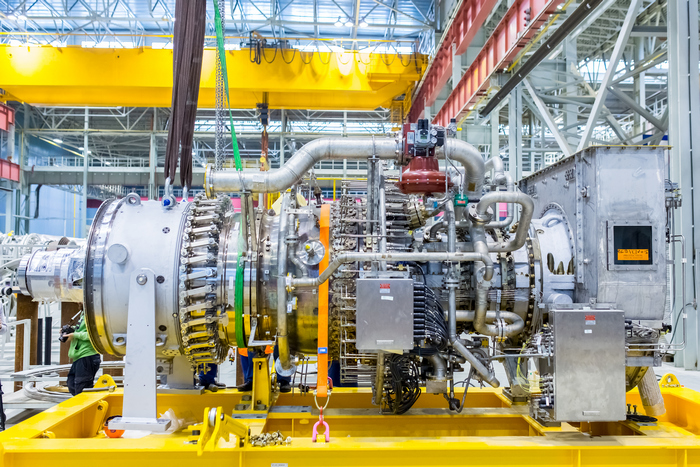
На примере «Ладоги» инженер — кстати, родом из Италии, но давно проживающий в России, — Филипп Пицци рассказывает нам, как устроена газовая турбина: «„Сигара“ турбины делится на две части: газогенераторная и часть низкого давления — так называемая силовая часть».

В газогенераторной части (справа) атмосферный воздух сжимается лопатками и затем подогревается в камере сгорания за счет сжигания в сжатом воздухе жидкого топлива. Приобретая, таким образом, высокую температуру и давление, воздух (газ) поступает в область низкого давления (слева), попутно расширяясь и ускоряясь.

Далее, поток газа попадает на рабочие лопатки турбины, отдавая им часть своей энергии и передавая крутящий момент на вал. Вал приводит в работу компрессор для перекачки газа.

«Невский завод» не стоит на месте и постоянно развивается, внедряя новые разработки. Сейчас завод активно готовится к запуску в серийное производство новой стационарной газотурбинной установки Т16 мощностью 16 МВт (16-мегаваттные двигатели — самые распространенные в «Газпроме», ими оборудована треть всех ГПА). На фото — слесаря Сергей Гришин, Кирилл Ружицкий, диспетчер сборки Вячеслав Куш, начальник сборочного производства Олег Кириллов, бригадир Федор Обломов.
Как и в случае с «Ладогой» это также совместная разработка с GE Oil & Gas, но уже не просто освоение лицензии, а совместное проектирование. КПД — 37%.

Филипп принимает активное участие в проекте производства. «Преимущество такой машины состоит в том, что она хороша и для газоперекачки и для выработки электроэнергии — куда скажут, туда и поставим. Первый образец у нас идет в Москву для энергетиков», — сообщил Филипп. На фото — рама вспомогательных устройств для новой турбины.

Ключевое слово в этом проекте — стационарная. Конструктор турбины Т16 Артем Андропов объясняет, в чем главное отличие стационарной газовой турбины от авиационной. Авиационная турбина значительно меньше по размеру, считается удобной для прохождения техобслуживания, но имеет более ограниченный ресурс. Кроме того, самолетный двигатель необходимо приспосабливать для нужд газовой отрасли. Стационарная же турбина делается специально для промышленного потребителя и в большей степени отвечает требованиям надежности.

«Наиболее существенным преимуществом этой машины является очень большой ресурс работы. Полный жизненный цикл — 200 тысяч часов. Это более 20 лет», — объясняет Артем.

«Еще одним важным достоинством этой машины является ее высокая эффективность. Чтобы выработать энергию, нам нужно меньше подвести топлива. Машина отличается компактностью и удобством монтажа. Она представлена на одной опорной раме, и, благодаря этому, мы можем производить ее полную установку и запуск в течение 24 часов. То есть после доставки всего комплекта оборудования на объект, через 24 часа мы получим первую электроэнергию с клемм генератора», — обещает Артем Андропов.

Артему 25 лет, на заводе он работает уже почти 6 лет. Заканчивал Санкт-Петербургский государственный морской технический университет. «Я по специальности турбинист — мне эта тематика очень близка. Сразу хотел работать на постоянной основе и на четвертом курсе устроился сюда — уже инженером-конструктором, работал полных три дня в неделю. На специальность „газовые турбины“ я попал случайно. Изначально хотел пойти на более общее направление „Судовые автоматизированные установки“. Как назвать это — ошибкой, или счастливой случайностью, которая помогла мне найти свое дело? Но в течение пяти лет, чем дольше я учился, тем больше понимал, что это мое», — рассказывает создатель турбины.

Участок изготовления рамы под новую турбину. Преимущества этой рамы в том, что она имеет возможность боковой выкатки. По рельсам, которые приделаны к ней, можно будет выкатить полностью всю «сигару», либо только часть высокого давления или низкого, тем самым обслуживать или ремонтировать только тот узел, который необходим.

Мастер участка Антон Казанцев (слева) рассказал, что турбина будет защищена шумотеплоизолирующим кожухом (КШТ). «В верхней части кожуха будут находиться кран-балки. Поэтому какие-либо агрегаты, которые в процессе эксплуатации могут нуждаться в замене или в оперативном доступе, можно будет демонтировать непосредственно, не снимая крыши с КШТ, через специальные двери», — поясняет Антон.
Антон работает на заводе с 2011 года. До этого работал на другом предприятии «РЭП Холдинга» — заводе «ЭЛЕКТРОПУЛЬТЕ», о котором мы расскажем ниже. Учился в Санкт-Петербургском государственном морском техническом университете на факультете корабельной энергетики и автоматики.

«По большому счету это профильно, потому что газовые турбины относятся к энергетическим установкам. Мне здесь интересно, я всегда хотел работать на производстве. У нас на заводе сильная кадровая политика и достойные условия труда — это очень важно», — подчеркнул Антон Казанцев.
Мы поинтересовались у Антона, как удается преодолевать языковой барьер в общении с партнёрами — итальянцами. Антон Казанцев уверено отвечает: «Я в пределах университетского образования отлично владею английским языком, и с 5 лет учился в английской школе. Разговорный английский у меня на достойном уровне».

Пообщавшись с мастером участка, мы направились в цех сборки.

Здесь все составляющие части агрегата собираются в единую композицию.

Перед нами корпус турбины низкого давления, в него устанавливается выхлопной диффузор камеры сгорания турбины Т16. Через него проходят сгоревшие газы.

«С запуском серийного производства сборка этого узла будет осуществляться быстрее, но в случае с первым образцом мы более детально все перепроверяем», — делится секретами диспетчер сборочного участка Вячеслав Куж.
Вячеслав работает на «Невском заводе» уже 4 года. Начинал на сборке ГПА-32 «Ладога». Имеет высшее образование — окончил Санкт-Петербургский институт машиностроения.

Параллельно со сборкой новой установки на заводе идет отлаженный процесс выпуска компрессоров, нагнетателей, паровых турбин и другой продукции.
Главный конструктор управления центробежных компрессоров «РЭП Холдинга» Владимир Климентьевич Юн привел нас к станку, где обрабатывается корпус компрессора, который будет работать в составе газоперекачивающего агрегата ГПА- 25 на нефтегазоконденсатном месторождении.

Корпус компрессора — это кованая бесшовная труба с толщиной стенки около 100 мм. На фото корпус после предварительной обдирки (снятия окалины). Но корпус — это только одна из составных частей компрессора, для получения конечного продукта, рабочими завода будет проделана немалая работа: приварены лапы, установлены патрубки, сделана расточка внутренних полостей.

Этой работой занимаются настоящие профессионалы! На фото — электрогазосварщик Сергей Тюнин.

Бригадир Михаил Воронцов и слесарь-электромонтажник Максим Телегин.

Завершающим этапом создания каждой турбины является ее проверка на испытательном стенде. Он проектируется и строится индивидуально под каждую машину определенной мощности, так как каждая турбина в своем конструктиве уникальна.

Начальник стендового управления Владимир Болдырев поясняет: «Есть помещение, где подготавливается воздух, есть помещение, где готовится газ, сверху пультовая, электрическое хозяйство. Это целый комплекс сооружений — это не просто площадка».
Владимир Юрьевич работает на заводе уже 33 года. Из них 13 лет возглавляет участок испытаний.

Пройдя испытания, турбина будет готова к эксплуатации, но останется «последний штрих» — подключение к системе автоматического управления. На фото — машинист крана Наталья Городецкая и бригадир Сергей Богомолов.

И для того чтобы увидеть, как создают эти системы управления, мы направились на завод «ЭЛЕКТРОПУЛЬТ».
АО «Завод ЭЛЕКТРОПУЛЬТ» ведет отсчет своей истории с 1935 года. Первой продукцией завода были пульты для электростанций, именно они дали название заводу. В 2004 году предприятие вошло в состав «РЭП Холдинга».

Сегодня основная продукция завода — это автоматизированные системы управления, преобразовательная техника, средневольтное оборудование, комплектные распределительные устройства, комплектные трансформаторные подстанции, электроприводные газоперекачивающие агрегаты, контейнерные конструкции для электротехнического оборудования.
Например, шкафы — низковольтные комплектные устройства — изображенные на фото, изготовлены для объектов газопровода «Бованенково — Ухта».

Собираются эти шкафы из профиля и по универсальному техническому решению германских фирм Siemens и Rittal, которые являются владельцами базовых на мировом рынке технологий производства шкафов Sivacon (конструктив фирмы Siemens) и Rittal. На фотографии запечатлены каркасы будущих шкафов.

Профиль Rittal делают из нержавеющей стали. Уголок такого профиля имеет 16 граней — очень сложная конструкция.

Но завод «ЭЛЕКТРОПУЛЬТ» разработал и свой вариант конструктива электрошкафов под названием «Сфера». Устройство предназначено для приема и распределения электроэнергии трехфазного переменного тока, а также для управления оборудованием и его защиты от коротких замыканий и перегрузок. Создан он в 2015 году командой завода. Таким образом, заводчане внесли свой собственный вклад в большое дело импортозамещения.

А руководил созданием нового образца начальник отдела комплектных трансформаторных подстанций Андрей Гогулин.
«Этот шкаф призван стать нашей полноценной альтернативой зарубежным конструктивным решениям. И если в шкафы по иностранным технологиям монтируется исключительно оборудование определенных изготовителей, кстати, тоже иностранных, то в конструктив „Сфера“ можно смонтировать оборудование абсолютно любого поставщика», — рассказывает создатель новинки.

Андрей показывает нам уже готовый шкаф «Сфера Н». Буква «Н» обозначает низкий класс напряжения. В дальнейшем завод планирует сделать такой конструктив по всем трем классам напряжения (низкое, среднее, высокое).
Происхождение названия «Сфера» незамысловатое, оно идет от самого коллектива завода. «Сфера деятельности „ЭЛЕКТРОПУЛЬТА“ — это производство электрооборудования и электрошкафов в частности», — пояснил Андрей Гогулин.

А коллективом своим завод гордится. Здесь, как и на «Невском заводе», работают настоящие профессионалы своего дела — такие как Сергей Чикин и Виктор Круглов.

Александр Виданов.

Юрий Кондратов и Алексей Галанкин.

Владимир Новосельцев.

Но железо — это только железо. За то, чтобы электрошкаф приобрел свою «душу» и неповторимую функциональную индивидуальность отвечает начальник участка изготовления жгутов монтажного производства Ольга Иванова.
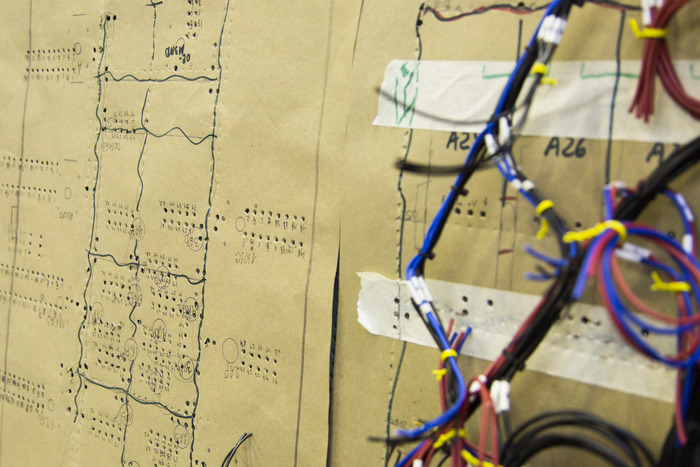
Ольга Владимировна рассказала нам, что каждый электрический шкаф уникален: «Мы получаем документацию — сборочные чертежи. И на макете рисуем место нахождения приборов и по трассировке делаем жгут. Потом готовое изделие готовим к монтажу, штырюем, паяем разъемы, одеваем маркировочные трубочки и готовое изделие устанавливаем в шкаф».

Цех, где изготавливают жгуты, похож на оазис.

Теперь электрошкаф полностью готов. Его установят в блок-контейнере, который на месторождении служит домом для людей и техники.

А строят эти дома следующим образом. На переднем плане снимка основание строения. Оно выполнено единой сварной конструкцией, что обеспечивает необходимую жесткость и прочность.

А это стены и потолок. Легкий и прочный несущий каркас выполнен из стали, обшивается по стенам и потолку утеплителем в виде сэндвич-панелей, которые позволяют эксплуатировать блок-контейнер при температуре окружающей среды от —60 до +40°С.
Блок-контейнеры удобно перевозить автомобильным и железнодорожным транспортом, перемещать подъемно-транспортными средствами.

Внутри устанавливается энергетическое оборудование для газоперекачивающего агрегата. Напоминает кухонный гарнитур, нашпигованный встроенной техникой.
Блок-контейнеры оборудованы системами освещения, вентиляции, обогрева, пожарно-охранной сигнализацией.
«Квартирный вопрос полностью решается», — шутят заводчане. Конструкция блок-контейнера позволяет изготавливать его с отдельными помещениями, тамбурами, рабочими зонами, зонами отдыха.

Этот блок-контейнер — знакомого фирменного газпромовского цвета Pantone-300. Значит заказ «Газпрома».

Он отправится работать на компрессорную станцию «Усинская» газопровода «Бованенково — Ухта». Пожелаем ему хорошей дороги и долгой службы.

А нам пора отправляться домой, сегодня был насыщенный и емкий день. Мы побывали на двух заводах Санкт-Петербурга, тесно связанных с газовой отраслью. Увидели своими глазами, как работает отечественная промышленность, выпуская высококачественную и конкурентоспособную продукцию — газоперекачивающие агрегаты — сердце газотранспортной системы.